






 Всегда в наличии дюралевая плита Д16, Д16Т, Д16АТ, Д16Б, а также плиты: АМГ2, АМГ3, АМГ5, АМГ6, В95, АК4-1, 7075Т6 и др.
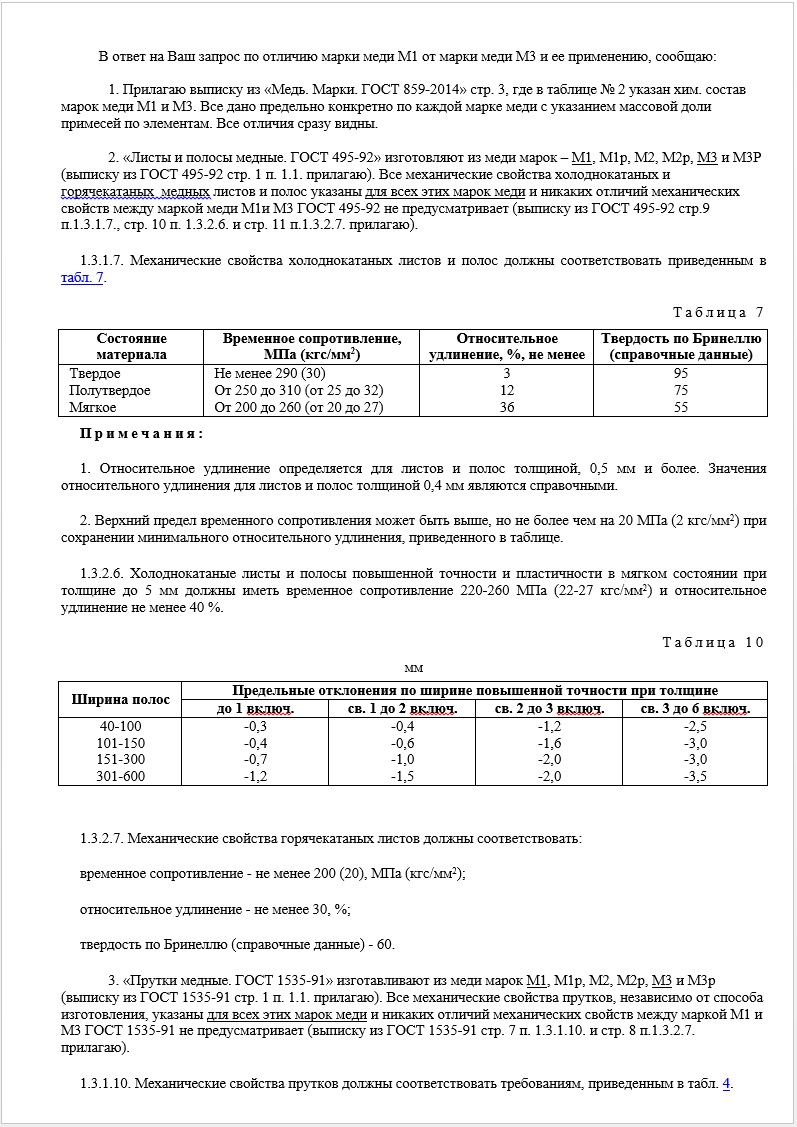
Всегда в наличии дюралевая плита Д16, Д16Т, Д16АТ, Д16Б, а также плиты: АМГ2, АМГ3, АМГ5, АМГ6, В95, АК4-1, 7075Т6 и др.
.") Изготовление деталей и корпусов. ЧПУ (CNC).Числовое программное управление (ЧПУ).
Изготовление деталей и корпусов. ЧПУ (CNC).Числовое программное управление (ЧПУ).
Числовое программное управление (сокр. ЧПУ; англ. computer numerical control, сокр. CNC) — область техники, связанная с применением цифровых вычислительных устройств для управления производственными процессами.[1]
Оборудование с ЧПУ может быть представлено:
станочным парком, например, станками (станки, оборудованные числовым программным управлением, называются станками с ЧПУ) для обработки металлов (например, фрезерные или токарные), дерева, пластмасс;
приводами асинхронных электродвигателей, использующих векторное управление;
характерной системой управления современными промышленными роботами;
Периферийные устройства, например: 3D-принтер, 3D-сканер.
История.
Сменяемые программы, нанесённые на перфокарты с помощью двоичного кода, использовались уже в жаккардовом ткацком станке, созданном в 1804 году. На перфокартах были закодированы два возможных положения исполнительного механизма — опуская или поднимая челнок, можно было программировать простые одноцветные узоры.
В XIX веке были разработаны механические исполнительные устройства на основе кулачкового механизма, похожие на используемые в механическом пианино. Хотя они позволяли плавно варьировать параметры движения обрабатывающих инструментов, процесс создания алгоритма обработки и требовал создания полноразмерных моделей детали.
Изобретателем первого станка с электронным числовым управлением (англ. Numerical Control, NC) является Джон Пэрсонс (John T. Parsons), работавший инженером в компании своего отца Parsons Inc., выпускавшей в конце Второй мировой войны пропеллеры для вертолётов. Он впервые предложил использовать для обработки пропеллеров станок, работающий по программе, вводимой с перфокарт. В качестве привода впервые использовались шаговые искатели.
В 1949 году ВВС США профинансировали Parsons Inc. разработку станка для контурного фрезерования сложных по форме деталей авиационной техники. Однако компания не смогла самостоятельно выполнить работы и обратилась за помощью в лабораторию сервомеханики Массачусетского технологического института (MIT). Сотрудничество Parsons Inc. с MIT продолжалось до 1950 года. В том году MIT приобрел компанию по производству фрезерных станков Hydro-Tel и отказался от сотрудничества с Parsons Inc., заключив самостоятельный контракт с ВВС на создание фрезерного станка с программным управлением.
В сентябре 1952 года станок был впервые продемонстрирован публике — про него была напечатана статья в журнале Scientific American. Станок управлялся с помощью перфоленты.
Первый станок с ЧПУ отличался особой сложностью и не мог быть использован в производственных условиях. Первое серийное устройство ЧПУ было создано компанией Bendix Corp. в 1954 году и со следующего года стало устанавливаться на станки. Широкое внедрение станков с ЧПУ шло медленно. Предприниматели с недоверием относились к новой технике. Министерство обороны США вынуждено было на свои средства изготовить 120 станков с ЧПУ, чтобы передать их в аренду частным компаниям.
") Токарно-винторезный станок 1К62ПУ. ЧПУ (CNC)Первыми советскими станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П. Эти станки были созданы в первой половине 1960-х годов. Станки работали совместно с управляющими системами типа ПРС-3К и другими. Затем были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с системой управления «Контур-ЗП». В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ советского/российского производства 2Р22 и «Электроника НЦ-31».[источник не указан 921 день] .Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
Токарно-винторезный станок 1К62ПУ. ЧПУ (CNC)Первыми советскими станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П. Эти станки были созданы в первой половине 1960-х годов. Станки работали совместно с управляющими системами типа ПРС-3К и другими. Затем были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с системой управления «Контур-ЗП». В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ советского/российского производства 2Р22 и «Электроника НЦ-31».[источник не указан 921 день] .Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
Числовое программное управление также характерно для систем управления современными промышленными роботами.
Аббревиатура «ЧПУ» соответствует двум англоязычным — NC и CNC, — отражающим эволюцию развития систем управления оборудованием.
Системы типа NC (англ. Numerical control), появившиеся первыми, предусматривали использование жестко заданных схем управления обработкой — например, задание программы с помощью штекеров или переключателей, хранение программ на внешних носителях. Каких-либо устройств оперативного хранения данных, управляющих процессоров не предусматривалось.
Более современные системы ЧПУ, называемые CNC (англ. Computer numerical control), — системы управления, позволяющие использовать для модификации существующих/написания новых программ программные средства. Базой для построения CNC служат современный (микро)контроллер или (микро)процессор:
микроконтроллер,
контроллер с программируемой логикой,
управляющий компьютер на базе микропроцессора.
Возможна реализация модели с централизованным автоматизированным рабочим местом (например, ABB Robot Studio, Microsoft Robotics Developer Studio) с последующей загрузкой программы посредством передачи по промышленной сети.
Аппаратное обеспечение.
Токарный станок с системой управления ЧПУ
Корзина с контроллерами и платами обвязки Siemens Sinumerik. Выдвинута плата энкодеров
Панель управления ЧПУ Siemens Sinumerik
Шкафы систем управления двух промышленных роботов FANUC R200iB
Структурно в состав ЧПУ входят:
пульт оператора (или консоль ввода-вывода), позволяющий вводить управляющую программу, задавать режимы работы; выполнить операцию вручную. Как правило, внутри шкафа пульта современной компактной ЧПУ размещаются её остальные части;
дисплей (или операторская панель) — для визуального контроля режимов работы и редактируемой управляющей программы/данных; может быть реализован в виде отдельного устройства для дистанционного управления оборудованием;
См. также: Операторская панель
контроллер — компьютеризированное устройство, решающее задачи формирования траектории движения режущего инструмента, технологических команд управления устройствами автоматики станка, общим управлением, редактирования управляющих программ, диагностики и вспомогательных расчетов (траектории движения режущего инструмента, режимов резания);
ПЗУ — память, предназначенная для долговременного хранения (годы и десятки лет) системных программ и констант; информация из ПЗУ может только считываться;
ОЗУ — память, предназначенная для временного хранения управляющих программ и системных программ, используемых в данный момент.
В роли контроллера выступает промышленный контроллер, как то: микропроцессор, на котором построена встраиваемая система; программируемый логический контроллер либо более сложное устройство управления — промышленный компьютер.
Важной характеристикой CNC-контроллера является количество осей (каналов), которые он способен синхронизировать (управлять) — для этого требуется высокая производительность и соответствующее программное обеспечение.
В качестве исполнительных механизмов используются сервоприводы, шаговые двигатели.
Для передачи данных между исполнительным механизмом и системой управления станком обычно используется промышленная сеть (например, CAN, Profibus, Industrial Ethernet).
Крупнейшие производителей систем ЧПУ (по данным на 2009 год)[2]:
 Изготовление деталей и корпусов.Fagor Automation — 8037, 8055, 8060, 8065, 8070;
Изготовление деталей и корпусов.Fagor Automation — 8037, 8055, 8060, 8065, 8070;
FANUC — 0i-MD, 0i-TD, 0i-PD, 0i Mate-MD, 0i Mate-TD, 30i-MODEL B.
Fidia — nC 12R, nC 15, C10, C20, C40;
HAAS
Heidenhain — TNC 128, TNC 320, TNC 620, TNC 640, MANUALpus 620, CNC PILOT 640;
Mitsubishi Electric — C70, M70V, M700V;
Rexroth Bosch Group — IndraMotion MTX micro, IndraMotion MTX standard, IndraMotion MTX performance, IndraMotion MTX advanced;
Siemens — Sinumerik 802D, 808D, 810D, 840D.
Программное обеспечение
После того как составлена управляющая программа, оператор при помощи программатора вводит её в контроллер. Команды управляющей программы размещаются в ОЗУ. В процессе создания или после ввода управляющей программы оператор (в данном аспекте выполняющий роль программиста) может отредактировать её, включив в работу системную программу редактора и выводя на дисплей всю или нужные части управляющей программы и внося в них требуемые изменения. При работе в режиме изготовления детали управляющая программа кадр за кадром поступает на выполнение. В соответствии с командами управляющей программы контроллер вызывает из ПЗУ соответствующие системные подпрограммы, которые заставляют работать подключенное к ЧПУ оборудование в требуемом режиме — результаты работы контроллера в виде электрических сигналов поступают на исполнительное устройство — приводы подач, либо на устройства управления автоматикой станка.
Управляющая система считывает инструкции специализированного языка программирования (например, G-кода) программы, который затем интерпретатором системы ЧПУ переводится из входного языка в команды управления главным приводом, приводами подач, контроллерами управления узлов станка (например, включить/выключить подачу охлаждающей эмульсии).
Разработка управляющих программ в настоящее время выполняется с использованием специальных модулей для систем автоматизированного проектирования (САПР) или отдельных систем автоматизированного программирования (CAM), которые по электронной модели генерируют программу обработки.
Для определения необходимой траектории движения рабочего органа в целом (инструмента/заготовки) в соответствии с управляющей программой используется интерполятор, рассчитывающий положение промежуточных точек траектории по заданным в программе конечным.
В системе управления, кроме самой программы, присутствуют данные других форматов и назначения. Как минимум, это машинные данные и данные пользователя, специфически привязанные к конкретной системе управления либо к определённой серии (линейке) однотипных моделей систем управления.
Программа для станка (оборудования) с ЧПУ может быть загружена с внешних носителей, например, магнитной ленты, перфорированной бумажной ленты (перфоленты), дискеты или флеш-накопителей в собственную память либо временно, до выключения питания — в оперативную память, либо постоянно — в ПЗУ, карту памяти или другой накопитель: жёсткий диск или твердотельный накопитель. Помимо этого, современное оборудование подключается к централизованным системам управления посредством заводских (цеховых) сетей связи.
 ТОКАРНЫЕ РАБОТЫ НА СТАНКАХ С ЧПУ. Изготовление деталей и корпусов.Наиболее распространенный язык программирования ЧПУ для металлорежущего оборудования описан документом ISO 6983 Международного комитета по стандартам и называется «G-код». В отдельных случаях — например, системы управления гравировальными станками — язык управления принципиально отличается от стандарта. Для простых задач, например, раскроя плоских заготовок, система ЧПУ в качестве входной информации может использовать текстовый файл в формате обмена данными — например, DXF или HPGL.
ТОКАРНЫЕ РАБОТЫ НА СТАНКАХ С ЧПУ. Изготовление деталей и корпусов.Наиболее распространенный язык программирования ЧПУ для металлорежущего оборудования описан документом ISO 6983 Международного комитета по стандартам и называется «G-код». В отдельных случаях — например, системы управления гравировальными станками — язык управления принципиально отличается от стандарта. Для простых задач, например, раскроя плоских заготовок, система ЧПУ в качестве входной информации может использовать текстовый файл в формате обмена данными — например, DXF или HPGL.
Детали из качественного проката.
Изготовление деталей и корпусов по чертежам и образцам: detali@aozapp.ru
«3 секрета опытных снабженцев при покупке металлопроката».
 Цветной металлопрокат.Здравствуйте!
Цветной металлопрокат.Здравствуйте!
Сегодня я расскажу вам о 3 секретах, к которым прибегают опытные снабженцы, чтобы провести идеальную сделку по приобретению металлопроката.
Напоминать о том, что опытные снабженцы не верят в чудеса и поэтому не гонятся за минимальной ценой, редкими позициями или фантастическими сроками доставки, которые им сулят неизвестные поставщики, я не буду.
Потому что опытный снабженец никогда не рискнет приобретать металлопрокат у неизвестных поставщиков, какие бы фантастические условия ему ни предлагали.
Секрет 1. Выставлять счет на себя заранее.
Представьте, вы договорились о покупке металлопроката, но пока ехали до склада, цена вдруг немного подросла, а количество товара сократилось. А всё потому что вы не выписали на себя счет и не зафиксировали количество. Опытный снабженец знает, что такое может произойти и выписывает на себя счет заранее. Наши менеджеры никогда не забывают вам напомнить сделать это по телефону.
Секрет 2. Заявка с максимальной информацией.
Господи! Да вы же привезли нам не то, что мы заказывали! Это самая распространенная претензия в металлоторговле. Неопытный снабженец плюс менеджер-новичок со стороны продавца, практически всегда совершат такую ошибку. Опытный снабженец подает поставщикам заявку с максимальной информацией, вплоть до указания ТУ\ГОСТов и даже производителя, а в счете просит максимально полно указать наименование товара. В нашей компании ХХХХХХХХХХХХХХХХХ работают опытные менеджеры, которые уже по заявке могут определить опыт вашего снабженца и помочь ему не совершать ошибок.
Секрет 3. Полюбить канитель и волокиту.
В нашей компании и у других крупных поставщиков металлопроката существует порядок отгрузки машин и взвешивания. Авто въезжает и выезжает через весы. А машину и металл взвешивают по 2 раза. Многие неопытные покупатели считают такие порядки излишне волокитными, ведь хочется всё сделать побыстрее. Опытный снабженец никогда не пренебрегает порядками и контролем отгрузки, и даже если он не может присутствовать при погрузке самостоятельно, компания ХХХХХХХХХХХХХХ может произвести видеофиксацию.
На самом деле секрет идеальной сделки в металлоторговле в большей степени зависит от давности сотрудничества. Когда вы покупаете регулярно, менеджеры уже сами знают что вам надо и в какие сроки.
Заказывайте металлопрокат в компании ХХХХХХХХХХХХ".
Крик души металлотрейдера. Компания ООО «Альмета».
 ФНС, Альмета.В редакцию журнала «Металлоснабжение и сбыт» поступило письмо от компании ООО «Альмета», в котором излагается ситуация, возникшая в связи с проверкой фискальных органов. Руководитель компании пишет следующее. «Проблема, которую я хотел поднять, беспокоит не только нашу отрасль, но и остальные, но к сожалению СМИ толерантно обходят тему, от чего она не теряет своей актуальности. Речь пойдет о ФНС, методах их работы, и последствиях, оставляемых после ОЧЕРЕДНОГО РЕЙДА, для компаний, попавших в «плановые и неплановые чистки». А главное о перспективах развития, с учетом увеличивающихся аппетитов фискалов, при снижении доходности и уменьшения клиентской базы бизнеса. ООО «Альмета» существует с 2010 г. и является субъектом Малого предпринимательства, и конечно же не делает погоду на Рынке Цветной Металлоторговли, тем не менее, думаю, что известна очень многим крупным игрокам на нашем рынке. В 2017 г., компанию пришли проверять под предлогом проведения реорганизации в нашей компании, про которую не то чтобы мы не знали, но даже планов заниматься этим не было. Ну пришли и пришли, понимаем, что без ПОДАТЕЙ для Государевой казны и Себя любимых не уйдут, стали терпеливо ждать окончания проверки или предложений проверяющих о досудебном (неформальном) урегулировании мнимых итогов (к сожалению, ТАКАЯ ПРАКТИКА не то чтобы существует, а преобладает). Походили, посмотрели, посчитали Сборщики Податей, и озвучили желаемое, дав нам время подумать, ушли в предактовый отпуск. Говорю от лица руководства компании, что предложенная сумма, с обдумыванием, и без такого, являлась (хотя, как меня уверяли, средней запрашиваемой по региону) для нас НЕПРИЕМЛЕМОЙ, НИ ПО КАКИМ ПРИЧИНАМ, ни по степени вины, ни по возможности исполнения! Об этом я сообщил вернувшимся с ожиданием Новогодних Подарков Проверяющим! Ответили «нет, так нет...», и сразу после НГ-праздников вручили Акт, с суммой в 2,5 раза превышающей изначально желаемую. Далее шли правовые формальности, в виде Возражений, Рассмотрений, Доп. мероприятий, и наконец, спустя четыре месяца Решение, которое повторяло Акт слово в слово. Вместе с этим было вынесено решение о приостановлении движения ден.средств по счетам, парализующее работу компании, работающей в рамках ГосОборонЗаказа, а, следовательно, приводящего не просто к разорению, а к фактическому Унизительному Банкротству, сопровождаемому штрафами, Судами, и потерей Деловой Репутации. Такие мелочи как параллельные проверки ОБЭП, суды в ФАС с клиентами, дополнительные БОНУСЫ к несговорчивым. В конце концов пошли искать Справедливости с апелляцией сначала в вышестоящее ФНС, где «рассматривая» дело внимательно, оставили все без изменений, ну а потом уже в Суд. Судебные тяжбы дело долгое, и затратное, тянущееся по текущий момент. Но сдаваться, признавая себя виноватым нет ни желания, ни настроения, тем более обладая не оспоримыми доказательствами, что дело было, если и не заказное, то по меньшей мере сляпанное на скорую руку, в обиде на недоговорного «терпилу». Начались, мои лично, обращения в поисках справедливости в ведомствах, которые курируют и занимаются данными вопросами. Побывав в Министерстве Финансов (Сашичев В.В), МинЭкономРазвития (Тараканов А.А.), Опоре России (Центральное и Московское отделение), Прокуратуре г. Москвы, и обратившись к Титову Б.Ю., я везде встретил Понимание, Сочувствие, и местами даже желание помочь. К сожалению, и этот процесс небыстрый, но, надеюсь, действенный. Дождемся января, когда пройдет основное заседание Первой инстанции, посмотрим. Так вот к чему мой меседж? ... К СОЖАЛЕНИЮ ДЛЯ НАС, МЫ САМИ, СВОИМ БЕЗРОПОТНЫМ ЖЕЛАНИЕМ НЕ ВСТУПАТЬ В СПОРЫ С ГОС.ОРГАНАМИ, ВЫСТРАИВАЕМ СИСТЕМУ ПОБОРОВ, КОТОРАЯ ОСТАВЛЯЕТ ЗА БОРТОМ ТЕХ, КТО НЕ БОРЕТСЯ И НЕ ИМЕЕТ ФИНАНСОВЫХ РЕСУРСОВ, ДЕЛАЕТ ФИСКАЛЬНЫЕ ОРГАНЫ ИНСТРУМЕНТОМ В КОНКУРЕНТНОЙ БОРЬБЕ (ПРОТИВ ЧЕГО В ЧАСТНОСТИ БЫЛ ПРИНЯТ 246-ФЗ), А ГЛАВНОЕ, ПЛОДИМ ТЕХ, КТО НЕ ПРОИЗВОДЯ, НЕ ПРОДАВАЯ, ВООБЩЕ НИЧЕГО НЕ ДЕЛАЯ, НО ПОЛУЧАЮЩИЕ ЖАЛОВАНИЕ ЗА СЧЕТ СОБРАННЫХ С НАС ЖЕ НАЛОГОВ, ОБИРАЕТ НАС ЖЕ, ЖИВЯ ЛУЧШЕ И ЛУЧШЕ, ЗА СЧЕТ ТОГО, ЧТО ЗАСТАВЛЯЮТ ЖИТЬ НАС, ВСЕ ХУЖЕ И ХУЖЕ. НЕ ПОРА ЛИ ОСТАНОВИТЬСЯ, ХВАТИТ КОРМИТ ЛОДЫРЕЙ И КЛЕЩЕЙ. ПУСТЬ КАЖДЫЙ НА СВОЕМ МЕСТЕ, ХОТЬ КАК-ТО БОРЕТСЯ С ЭТИМ МЗДОИМСТВОМ, ВСЕХ В СУДЫ НЕ ПОТАЩАТ. А теперь, что бы хотелось от ВАШЕГО издания. Поднять эту тему, может статьей, может обращением в Союзе Металлоторговцев, создать хоть какой-то резонанс! Я поездил по Министерством, но с Одним Юр. Лицом диалог ведется не всегда так, как с Общественной Организацией, или Уважаемым Изданием! Еще раз, дело не в конкретной АЛЬМЕТЕ, свои проблемы, с учетом количества обращений, я надеюсь мы решим положительно. ПРОБЛЕМА касается всех, рано или поздно по одиночке все проходят через это, и зачастую, льют воду на НЕЗАКОННЫЕ методы Решения, позволяя продолжать беспредельную наглость одних, и показывая Свою унизительную беспомощность и согласие с этими правилами. Так же хочу отметить, что Опора России, ведомство Титова Б.Ю., и МинФин, охотно идут на сотрудничество, оценив изложенные факты не справедливых решений! С Уважением Ген. директор ООО «Альмета» Бессонов И.А.». Помимо этого, свой комментарий предоставил юрист, консультирующий компанию по данной проблеме: «В условиях сложившейся в последние годы бюджетной политики правительства, основная задача любой проверки налоговых органов – собрать в бюджет максимально возможное количество денег. Следуя этой государственной установке, открыто декларируемой на ведомственных совещаниях налоговой службы, цель проверяющих - записать в акт любые «нарушения», позволяющие хотя бы формально доначислить налоги, пени и штрафы. Исполняя эту установку на пополнение бюджета любыми способами, региональные управления ФНС, за редчайшими исключениями, всегда «засиливают» решения районных инспекций о доначислении налогов по результатам проверки. Отклоненные апелляционные жалобы на решения районных инспекций это, прежде всего, положительные показатели «работы» и регионального управления и районных инспекций ФНС, а значит поощрения, премии, повышения и прочее - для налоговых чиновников достаточная мотивация для работы по принципу круговой поруки. Исходя из приведенных реалий, главной ошибкой большинства налогоплательщиков, попавших под каток проверки, является выжидательная позиция – в надежде, что вышестоящее региональное управление ФНС исправит «ошибки» проверяющих. Из личного общения с судебными юристами налоговых инспекций я выяснил, что в арбитраже оспаривается не более четверти решений по выездным налоговым проверкам. Значит, три четверти налогоплательщиков молча платят то, что им «назначат» проверяющие. С учетом невысокой квалификации инспекторов низового звена, даже не приходится говорить о законности вменяемых доначислений – большинство решений вполне могут быть отменены или изменены в арбитражном суде. И еще одно заблуждение. Большинство налогоплательщиков считают, что юриста (адвоката) следует привлекать только на стадии обжалования решения налогового органа. В действительности, юрист (адвокат) должен обеспечивать защиту компании с самого первого дня проверки, поскольку все собранные проверяющими материалы – это доказательственная база для арбитражного оспаривания решения. С самого первого дня проверки для руководства проверяемой компании должен быть непреложным простой и очевидный факт – результаты проверки могут быть отменены только и исключительно арбитражным судом, и вся работа в проверке – это подготовка арбитражного иска компании о признании недействительным решения налогового органа, вынесенного по итогам проверки». Левашов С.Н., юридический советник ООО «Альмета». Источник: ИИС «Металлоснабжение и сбыт», статья от 05.12.18.
ФНС, Альмета.В редакцию журнала «Металлоснабжение и сбыт» поступило письмо от компании ООО «Альмета», в котором излагается ситуация, возникшая в связи с проверкой фискальных органов. Руководитель компании пишет следующее. «Проблема, которую я хотел поднять, беспокоит не только нашу отрасль, но и остальные, но к сожалению СМИ толерантно обходят тему, от чего она не теряет своей актуальности. Речь пойдет о ФНС, методах их работы, и последствиях, оставляемых после ОЧЕРЕДНОГО РЕЙДА, для компаний, попавших в «плановые и неплановые чистки». А главное о перспективах развития, с учетом увеличивающихся аппетитов фискалов, при снижении доходности и уменьшения клиентской базы бизнеса. ООО «Альмета» существует с 2010 г. и является субъектом Малого предпринимательства, и конечно же не делает погоду на Рынке Цветной Металлоторговли, тем не менее, думаю, что известна очень многим крупным игрокам на нашем рынке. В 2017 г., компанию пришли проверять под предлогом проведения реорганизации в нашей компании, про которую не то чтобы мы не знали, но даже планов заниматься этим не было. Ну пришли и пришли, понимаем, что без ПОДАТЕЙ для Государевой казны и Себя любимых не уйдут, стали терпеливо ждать окончания проверки или предложений проверяющих о досудебном (неформальном) урегулировании мнимых итогов (к сожалению, ТАКАЯ ПРАКТИКА не то чтобы существует, а преобладает). Походили, посмотрели, посчитали Сборщики Податей, и озвучили желаемое, дав нам время подумать, ушли в предактовый отпуск. Говорю от лица руководства компании, что предложенная сумма, с обдумыванием, и без такого, являлась (хотя, как меня уверяли, средней запрашиваемой по региону) для нас НЕПРИЕМЛЕМОЙ, НИ ПО КАКИМ ПРИЧИНАМ, ни по степени вины, ни по возможности исполнения! Об этом я сообщил вернувшимся с ожиданием Новогодних Подарков Проверяющим! Ответили «нет, так нет...», и сразу после НГ-праздников вручили Акт, с суммой в 2,5 раза превышающей изначально желаемую. Далее шли правовые формальности, в виде Возражений, Рассмотрений, Доп. мероприятий, и наконец, спустя четыре месяца Решение, которое повторяло Акт слово в слово. Вместе с этим было вынесено решение о приостановлении движения ден.средств по счетам, парализующее работу компании, работающей в рамках ГосОборонЗаказа, а, следовательно, приводящего не просто к разорению, а к фактическому Унизительному Банкротству, сопровождаемому штрафами, Судами, и потерей Деловой Репутации. Такие мелочи как параллельные проверки ОБЭП, суды в ФАС с клиентами, дополнительные БОНУСЫ к несговорчивым. В конце концов пошли искать Справедливости с апелляцией сначала в вышестоящее ФНС, где «рассматривая» дело внимательно, оставили все без изменений, ну а потом уже в Суд. Судебные тяжбы дело долгое, и затратное, тянущееся по текущий момент. Но сдаваться, признавая себя виноватым нет ни желания, ни настроения, тем более обладая не оспоримыми доказательствами, что дело было, если и не заказное, то по меньшей мере сляпанное на скорую руку, в обиде на недоговорного «терпилу». Начались, мои лично, обращения в поисках справедливости в ведомствах, которые курируют и занимаются данными вопросами. Побывав в Министерстве Финансов (Сашичев В.В), МинЭкономРазвития (Тараканов А.А.), Опоре России (Центральное и Московское отделение), Прокуратуре г. Москвы, и обратившись к Титову Б.Ю., я везде встретил Понимание, Сочувствие, и местами даже желание помочь. К сожалению, и этот процесс небыстрый, но, надеюсь, действенный. Дождемся января, когда пройдет основное заседание Первой инстанции, посмотрим. Так вот к чему мой меседж? ... К СОЖАЛЕНИЮ ДЛЯ НАС, МЫ САМИ, СВОИМ БЕЗРОПОТНЫМ ЖЕЛАНИЕМ НЕ ВСТУПАТЬ В СПОРЫ С ГОС.ОРГАНАМИ, ВЫСТРАИВАЕМ СИСТЕМУ ПОБОРОВ, КОТОРАЯ ОСТАВЛЯЕТ ЗА БОРТОМ ТЕХ, КТО НЕ БОРЕТСЯ И НЕ ИМЕЕТ ФИНАНСОВЫХ РЕСУРСОВ, ДЕЛАЕТ ФИСКАЛЬНЫЕ ОРГАНЫ ИНСТРУМЕНТОМ В КОНКУРЕНТНОЙ БОРЬБЕ (ПРОТИВ ЧЕГО В ЧАСТНОСТИ БЫЛ ПРИНЯТ 246-ФЗ), А ГЛАВНОЕ, ПЛОДИМ ТЕХ, КТО НЕ ПРОИЗВОДЯ, НЕ ПРОДАВАЯ, ВООБЩЕ НИЧЕГО НЕ ДЕЛАЯ, НО ПОЛУЧАЮЩИЕ ЖАЛОВАНИЕ ЗА СЧЕТ СОБРАННЫХ С НАС ЖЕ НАЛОГОВ, ОБИРАЕТ НАС ЖЕ, ЖИВЯ ЛУЧШЕ И ЛУЧШЕ, ЗА СЧЕТ ТОГО, ЧТО ЗАСТАВЛЯЮТ ЖИТЬ НАС, ВСЕ ХУЖЕ И ХУЖЕ. НЕ ПОРА ЛИ ОСТАНОВИТЬСЯ, ХВАТИТ КОРМИТ ЛОДЫРЕЙ И КЛЕЩЕЙ. ПУСТЬ КАЖДЫЙ НА СВОЕМ МЕСТЕ, ХОТЬ КАК-ТО БОРЕТСЯ С ЭТИМ МЗДОИМСТВОМ, ВСЕХ В СУДЫ НЕ ПОТАЩАТ. А теперь, что бы хотелось от ВАШЕГО издания. Поднять эту тему, может статьей, может обращением в Союзе Металлоторговцев, создать хоть какой-то резонанс! Я поездил по Министерством, но с Одним Юр. Лицом диалог ведется не всегда так, как с Общественной Организацией, или Уважаемым Изданием! Еще раз, дело не в конкретной АЛЬМЕТЕ, свои проблемы, с учетом количества обращений, я надеюсь мы решим положительно. ПРОБЛЕМА касается всех, рано или поздно по одиночке все проходят через это, и зачастую, льют воду на НЕЗАКОННЫЕ методы Решения, позволяя продолжать беспредельную наглость одних, и показывая Свою унизительную беспомощность и согласие с этими правилами. Так же хочу отметить, что Опора России, ведомство Титова Б.Ю., и МинФин, охотно идут на сотрудничество, оценив изложенные факты не справедливых решений! С Уважением Ген. директор ООО «Альмета» Бессонов И.А.». Помимо этого, свой комментарий предоставил юрист, консультирующий компанию по данной проблеме: «В условиях сложившейся в последние годы бюджетной политики правительства, основная задача любой проверки налоговых органов – собрать в бюджет максимально возможное количество денег. Следуя этой государственной установке, открыто декларируемой на ведомственных совещаниях налоговой службы, цель проверяющих - записать в акт любые «нарушения», позволяющие хотя бы формально доначислить налоги, пени и штрафы. Исполняя эту установку на пополнение бюджета любыми способами, региональные управления ФНС, за редчайшими исключениями, всегда «засиливают» решения районных инспекций о доначислении налогов по результатам проверки. Отклоненные апелляционные жалобы на решения районных инспекций это, прежде всего, положительные показатели «работы» и регионального управления и районных инспекций ФНС, а значит поощрения, премии, повышения и прочее - для налоговых чиновников достаточная мотивация для работы по принципу круговой поруки. Исходя из приведенных реалий, главной ошибкой большинства налогоплательщиков, попавших под каток проверки, является выжидательная позиция – в надежде, что вышестоящее региональное управление ФНС исправит «ошибки» проверяющих. Из личного общения с судебными юристами налоговых инспекций я выяснил, что в арбитраже оспаривается не более четверти решений по выездным налоговым проверкам. Значит, три четверти налогоплательщиков молча платят то, что им «назначат» проверяющие. С учетом невысокой квалификации инспекторов низового звена, даже не приходится говорить о законности вменяемых доначислений – большинство решений вполне могут быть отменены или изменены в арбитражном суде. И еще одно заблуждение. Большинство налогоплательщиков считают, что юриста (адвоката) следует привлекать только на стадии обжалования решения налогового органа. В действительности, юрист (адвокат) должен обеспечивать защиту компании с самого первого дня проверки, поскольку все собранные проверяющими материалы – это доказательственная база для арбитражного оспаривания решения. С самого первого дня проверки для руководства проверяемой компании должен быть непреложным простой и очевидный факт – результаты проверки могут быть отменены только и исключительно арбитражным судом, и вся работа в проверке – это подготовка арбитражного иска компании о признании недействительным решения налогового органа, вынесенного по итогам проверки». Левашов С.Н., юридический советник ООО «Альмета». Источник: ИИС «Металлоснабжение и сбыт», статья от 05.12.18.
Тайна закрытого кредита. Верховный суд РФ разъяснил, как правильно досрочно возвращать кредит банку. Российская газета - Федеральный выпуск №7676 (213).
 Полезная статья. Кредиты и банки.Очень нестандартное решение приняла Судебная коллегия по гражданским делам Верховного суда РФ, когда проверила жалобу заемщицы на поведение банка. Обычно на действия кредитного учреждения жалуются должники. Но в этом случае ситуация была прямо противоположной. Проблемы у дисциплинированной заявительницы появились, когда она досрочно вернула кредит банку. Как правило, высокая судебная инстанция, проверяя решение своих региональных коллег, находит и анализирует их ошибки, а потом требует их исправления. Но на этот раз Верховный суд ответил заявительнице, что суды на месте приняли совершенно законное решение. И объяснил, как правильно применять нормы закона в данном случае. Верховный суд: вернуть кредит раньше срока можно, но надо знать правила возврата. Все началось в Саратове, куда в районный суд пришла гражданка и принесла иск к местному банку. В иске была просьба признать кредитный договор, который она заключила с банком, исполненным. А еще дама попросила взыскать с банка свои моральные страдания в размере 50 тысяч рублей и расходы на услуги представителя в размере 16 тысяч рублей. Заемщик может досрочно вернуть кредит, уведомив об этом кредитора не менее чем за тридцать дней. В зале заседания гражданка рассказала, что попросила у банка кредит на неотложные нужды в размере трехсот тысяч рублей. Банк кредит одобрил, в договоре было сказано, что срок возврата кредита запланирован через четыре года. Но житейские обстоятельства сложились так, что спустя месяц заемщица обратилась в банк и заявила, что готова полностью и досрочно погасить кредит. В тот же день она получила справку, что ее непогашенная задолженность составляет 297 696,29 рубля. Женщина тут же внесла эту сумму на открытый на ее имя счет. О том, что у нее долгов нет, гражданке, по ее словам, заявил сотрудник банка по телефону "горячей линии". Прошло два года, и вдруг банк напомнил о себе: бывшей клиентке позвонили и заявили, что у нее долг перед банком 170 тысяч рублей. Платить женщина отказалась и пошла в суд с иском к банку. Суд с требованиями гражданки не согласился. Саратовский областной суд посчитал решение райсуда законным. Тогда истица дошла до Верховного суда с требованием отменить решение саратовских судей. Судебная коллегия по гражданским делам Верховного суда РФ ее жалобу проверила и заявила, что "не находит оснований для отмены" и "нарушений норм права судами не допущено". Анализируя спор, Верховный суд сослался на 810-ю статью Гражданского кодекса. В этой статье сказано, что заемщик обязан возвратить полученную сумму в срок и в порядке, который предусмотрен договором займа. Если срок возврата договором не установлен, сумма займа должна быть возвращена в течение 30 дней, начиная со дня предъявления требования об этом. Если договором не предусмотрен какой-то другой порядок, то сумма займа считается возвращенной в тот момент, когда деньги передали на руки сотруднику банка или зачислили на банковский счет. В Законе "О потребительском кредите (займе)" (статья 11) сказано дословно следующее. Заемщик имеет право досрочно вернуть кредитору всю сумму полученного кредита или его часть, уведомив об этом кредитора способом, установленным договором займа "не менее чем за тридцать календарных дней до дня возврата кредита". Если более короткий срок не определен договором. В случае досрочного возврата всей суммы кредита или его части заемщик обязан уплатить кредитору проценты по договору на возвращаемую сумму кредита, включительно до дня фактического возврата соответствующей суммы. Вот что установил районный суд. Между истицей и банком был заключен кредитный договор на 300 тысяч рублей под 33,16 процента годовых. В тот же день дама заключила договор банковского счета, по которому ей открыли счет. По условиям договора допускалось досрочное погашение кредита либо в полном объеме, либо частично. В одном из пунктов договора сказано, что при желании клиента досрочно погасить кредит в любой день, но не в дату ежемесячного платежа, клиент должен написать банку заявление не позднее чем за 30 календарных дней до предполагаемого погашения. Если клиент хочет погасить кредит в одну из дат регулярных платежей, то должен к дню очередного платежа не только подготовить заявление, но и "обеспечить на счете сумму, достаточную для погашения". В Гражданском кодексе РФ (статья 408) сказано дословно следующее: "обязательство прекращается в результате надлежащего исполнения". В нашем случае суд установил, что гражданка обратилась в банк и запросила справку о текущей задолженности "без учета процентов на предполагаемую дату возврата кредита". В итоге внесенных денег оказалось недостаточно для досрочного погашения долга. Исходя из этого, райсуд посчитал, что нет оснований для признания кредитного договора исполненным. Областной суд не возражал. Верховный суд заявил, что полностью согласен с таким выводом своих коллег. Источник: https://rg.ru/ (Российская газета).
Полезная статья. Кредиты и банки.Очень нестандартное решение приняла Судебная коллегия по гражданским делам Верховного суда РФ, когда проверила жалобу заемщицы на поведение банка. Обычно на действия кредитного учреждения жалуются должники. Но в этом случае ситуация была прямо противоположной. Проблемы у дисциплинированной заявительницы появились, когда она досрочно вернула кредит банку. Как правило, высокая судебная инстанция, проверяя решение своих региональных коллег, находит и анализирует их ошибки, а потом требует их исправления. Но на этот раз Верховный суд ответил заявительнице, что суды на месте приняли совершенно законное решение. И объяснил, как правильно применять нормы закона в данном случае. Верховный суд: вернуть кредит раньше срока можно, но надо знать правила возврата. Все началось в Саратове, куда в районный суд пришла гражданка и принесла иск к местному банку. В иске была просьба признать кредитный договор, который она заключила с банком, исполненным. А еще дама попросила взыскать с банка свои моральные страдания в размере 50 тысяч рублей и расходы на услуги представителя в размере 16 тысяч рублей. Заемщик может досрочно вернуть кредит, уведомив об этом кредитора не менее чем за тридцать дней. В зале заседания гражданка рассказала, что попросила у банка кредит на неотложные нужды в размере трехсот тысяч рублей. Банк кредит одобрил, в договоре было сказано, что срок возврата кредита запланирован через четыре года. Но житейские обстоятельства сложились так, что спустя месяц заемщица обратилась в банк и заявила, что готова полностью и досрочно погасить кредит. В тот же день она получила справку, что ее непогашенная задолженность составляет 297 696,29 рубля. Женщина тут же внесла эту сумму на открытый на ее имя счет. О том, что у нее долгов нет, гражданке, по ее словам, заявил сотрудник банка по телефону "горячей линии". Прошло два года, и вдруг банк напомнил о себе: бывшей клиентке позвонили и заявили, что у нее долг перед банком 170 тысяч рублей. Платить женщина отказалась и пошла в суд с иском к банку. Суд с требованиями гражданки не согласился. Саратовский областной суд посчитал решение райсуда законным. Тогда истица дошла до Верховного суда с требованием отменить решение саратовских судей. Судебная коллегия по гражданским делам Верховного суда РФ ее жалобу проверила и заявила, что "не находит оснований для отмены" и "нарушений норм права судами не допущено". Анализируя спор, Верховный суд сослался на 810-ю статью Гражданского кодекса. В этой статье сказано, что заемщик обязан возвратить полученную сумму в срок и в порядке, который предусмотрен договором займа. Если срок возврата договором не установлен, сумма займа должна быть возвращена в течение 30 дней, начиная со дня предъявления требования об этом. Если договором не предусмотрен какой-то другой порядок, то сумма займа считается возвращенной в тот момент, когда деньги передали на руки сотруднику банка или зачислили на банковский счет. В Законе "О потребительском кредите (займе)" (статья 11) сказано дословно следующее. Заемщик имеет право досрочно вернуть кредитору всю сумму полученного кредита или его часть, уведомив об этом кредитора способом, установленным договором займа "не менее чем за тридцать календарных дней до дня возврата кредита". Если более короткий срок не определен договором. В случае досрочного возврата всей суммы кредита или его части заемщик обязан уплатить кредитору проценты по договору на возвращаемую сумму кредита, включительно до дня фактического возврата соответствующей суммы. Вот что установил районный суд. Между истицей и банком был заключен кредитный договор на 300 тысяч рублей под 33,16 процента годовых. В тот же день дама заключила договор банковского счета, по которому ей открыли счет. По условиям договора допускалось досрочное погашение кредита либо в полном объеме, либо частично. В одном из пунктов договора сказано, что при желании клиента досрочно погасить кредит в любой день, но не в дату ежемесячного платежа, клиент должен написать банку заявление не позднее чем за 30 календарных дней до предполагаемого погашения. Если клиент хочет погасить кредит в одну из дат регулярных платежей, то должен к дню очередного платежа не только подготовить заявление, но и "обеспечить на счете сумму, достаточную для погашения". В Гражданском кодексе РФ (статья 408) сказано дословно следующее: "обязательство прекращается в результате надлежащего исполнения". В нашем случае суд установил, что гражданка обратилась в банк и запросила справку о текущей задолженности "без учета процентов на предполагаемую дату возврата кредита". В итоге внесенных денег оказалось недостаточно для досрочного погашения долга. Исходя из этого, райсуд посчитал, что нет оснований для признания кредитного договора исполненным. Областной суд не возражал. Верховный суд заявил, что полностью согласен с таким выводом своих коллег. Источник: https://rg.ru/ (Российская газета).
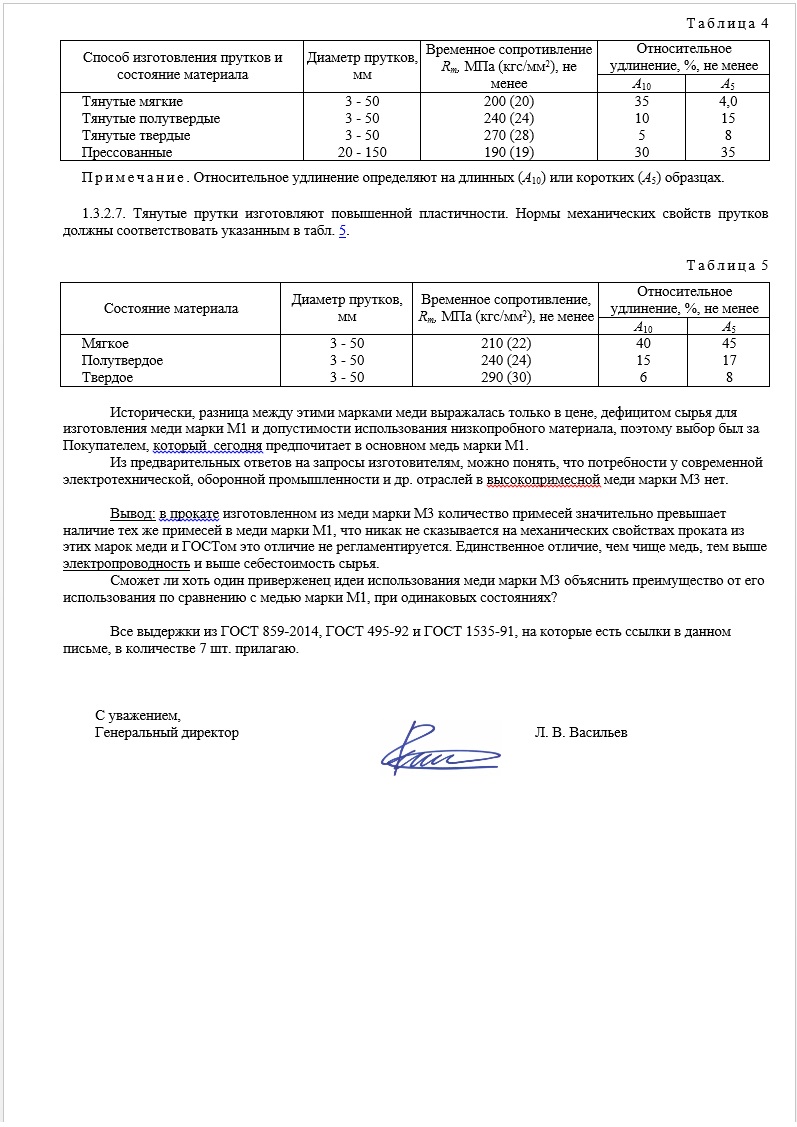
Сплавы Al-Zn-Mg (серия 7ххх).
Система Al-Zn-Mg обеспечивает наибольший потенциал из всех алюминиевых сплавов для упрочнения при старении, хотя очень высокопрочные сплавы всегда содержат четырехкомпонентные добавки меди для улучшения их стойкости к коррозионному растрескиванию в напряженном состоянии. Однако существует важная гамма сплавов средней прочности, содержащих малое количество меди или вообще не содержащих медь, обладающих преимуществом легкой свариваемости. Эти сплавы отличаются от других свариваемых алюминиевых сплавов тем, что они значительно упрочняются при старении при комнатной температуре.
Сплавы Al-Zn-Mg-Cu (серия 7ххх).
Была разработана еще одна термическая обработка, позволяющая сплавам, в частности, таким как 7075, проявлять высокий уровень механических свойств при растяжении, ожидаемых от состояния Т6 в сочетании со стойкостью к коррозионному растрескиванию в напряженном состоянии, соответствующему состоянию Т73. Это известно под названием ретрогрессии и повторного старения, которые включают следующие этапы для сплава 7075.
- Применение состояния Т6, т.е. обработка на твердый раствор при 465⁰С, закалка в холодной воде, старение 24 часа при 120⁰С.
- Нагревание в течение короткого времени (например, 5 мин) при температуре в диапазоне 200-280⁰С и закалка холодной водой.
- Повторное старение в течение 24 часов при 120⁰С
Состояние или номенклатура при термической обработке.
Состояния, отличные от 0, обозначаются буквой Т, после которой следует один и более разряд. Наиболее распространенными обозначениями являются следующие:
Т4 – которое показывает, что сплав был подвергнут термической обработке на твердый раствор, подвергнут закалке и естественному старению;
Т5 – обозначающий, что сплав быстро охлажден после обработки при повышенной температуре, например, посредством прессования, а затем подвергнут искусственному старению;
Т6 – который означает термическую обработку на твердый раствор, закалку и искусственное старение.
В случае состояния Т8, при котором изделия подвергаются холодной деформации между закалкой и искусственным старением для улучшения прочности, степень холодной деформации указывается второй цифрой, например, Т85 означает 5% холодной деформации. Также можно отметить, что возможно использование буквы W для указания нестабильного состояния, когда сплав проходит самопроизвольное старение при комнатной температуре после обработки на твердый раствор.
Несколько обозначений, включающих дополнительные цифры, было закреплено за состояниями деформируемых изделий, подвергнутыми отпуску со снятием напряжений.
Тх51 – отпуск со снятием напряжений посредством растяжения.
Тх52 – отпуск со снятием напряжений посредством сжатия.
Тх53 – отпуск со снятием напряжений посредством термической обработки.
Т42 – обработка на твердый раствор, закалка и естественное старение.
Т62 – обработка на твердый раствор, закалка и искусственное старение.
Авиационные сплавы и роль Альфреда Вильма.
Конструкторам самолетов необходимы материалы, позволяющие им производить легкие по весу, экономичные и эффективные по затратам конструкции, которые являются долговечными и устойчивыми к повреждениям при температуре окружающей среды, температурах ниже нуля и иногда повышенных температурах. Как говорилось ранее, прочные алюминиевые сплавы восходят к периоду случайного открытия явления упрочнения старением, сделанного в Германии в 1906 году. Работа немецкого инженера-металлура Альфреда Вильма (сотрудник металлургического завода «Dürener Metallwerke AG»), позволила разработать деформируемый сплав, известный под названием дюралюминий (Duralumin) (Al-3,5Cu-0,5Mg-0,5Mn), который быстро был принят на вооружение в Германии для секций конструкции дирижаблей («Zeppelin») и для самолетов («Junkers F13»), полетевших впервые в 1919 году. С того времени деформируемые алюминиевые сплавы являются основными материалами для конструкции самолетов в авиации, которые в свою очередь послужили важным стимулом для разработки сплавов.
Дюралюминий (Duralumin) явился предшественником ряда сплавов серии 2ххх, включая сплавы 2014 и 2024, которые используются по сей день. Крупной авиационной группой сплавов является еще серия 7ххх. Оба класса можно рассмотреть на рассматривались в рис.1 (разделе 3.4) вместе с литийсодержащими сплавами, разработанными в качестве возможных легких по весу материалов-аналогов (заменителей).
(Выбор материалов для связанных с конструкцией видов применения главным образом зависит от огромного разнообразия требований к эксплуатационной эффективности, которые обобщаются) Рассмотрим материалы, которые применяются для типичного пассажирского самолета на рис. 1 Примеры использовавшихся более старых и более современных (новых) сплавов приведены ниже:
По мнению зарубежных конструкторов, при создании самолёта нужно использовать следующие сплавы:
Верхняя обшивка крыла 7075-Т6, 7475-Т6, 7150-T6, 7055-Т77
Верхние стрингеры крыла 7075T6, 7150Т6, 7055Т77, 7150Т77
Нижняя обшивка крыла 7475-Т73, 2024-Т3
Нижние стрингеры крыла 7075Т6, 2024T3, 2224Т39
Нижние панели крыла 7075-Т6, 7475T6, 7175-Т73, 2024-Т3
Обшивка фюзеляжа 7075-T6, 7475-Т6, 6013-Т78, 2024-Т3
Стрингеры фюзеляжа 7075-Т6, 7075-Т73,7475-Т76,7150-Т77
Шпангоуты фюзеляжа /
Перегородки 7075-Т6, 7050-Т6, 2024-Т3
Ребра и лонжероны 7010-Т76, 7150-Т77, 7085-Т7651, 2024-Т3
Хвостовое оперение (хвост) 7075-T6, 7475-Т6, 7050-Т76, 2024-Т3
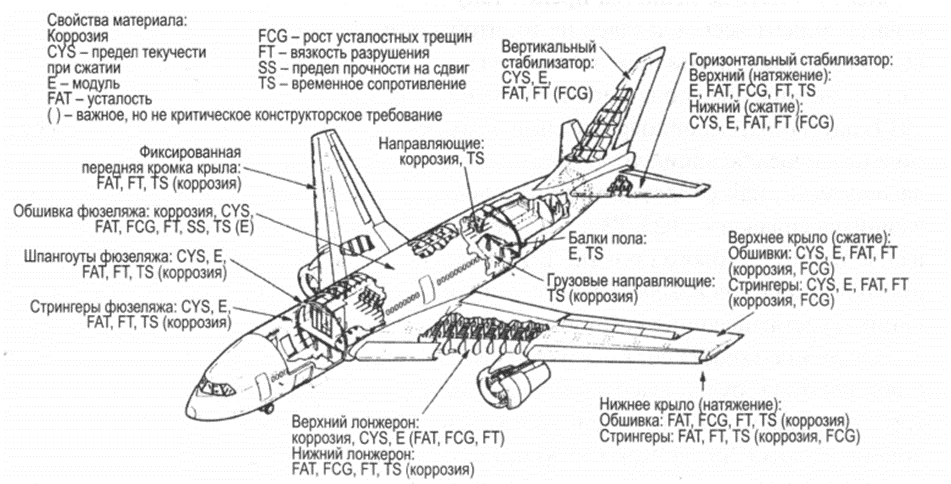
Рис. 1 Требования к свойствам конструкционных элементов типичного пассажирского самолета (Staley, J.Т. and Lege, D J., Journal de Physique IV, 3, 179, 1993).
Источник: Книга "Мир материалов и технологий" (Я. Полмеар), ред. Васильев Л.В.
ПРОЧИТАЙТЕ БРЕД ИЗ ИНТЕРНЕТА.
Мы искренне надеемся, что Вы знаете достоверную информацию.
"Алюминий Д16Т - это нужно знать".
![]() Д16 - это сплав алюминия с магнием и медью. Такие сплавы именуются дюралями, а дюрали применяются в качестве конструкционных сплавов в авиационной и космической промышленности, благодаря их прочности и относительной лёгкости. Продажа алюминиевого проката.
Д16 - это сплав алюминия с магнием и медью. Такие сплавы именуются дюралями, а дюрали применяются в качестве конструкционных сплавов в авиационной и космической промышленности, благодаря их прочности и относительной лёгкости. Продажа алюминиевого проката.
В чистом виде Д16 применяется редко, так как в не закалённом состоянии обладает меньшей прочностью и твёрдостью, чем АМг6 и в то же время уступает ему по коррозионной стойкости и свариваемости. Но детали из Д16 с поперечным сечением не более 100-120 мм можно закалить и состарить уже после их изготовления. В большинстве же случаев в продаже присутствуют уже упроченные и состаренные естественным методом полуфабрикаты, маркируемые Д16Т.
Сплав классифицируется как прочный термоупрочняемый, но не предназначен для сварки. Однако, его можно сваривать точечной сваркой, хотя в большинстве случаев детали из него закрепляются с помощью креплений. Также из Д16 могут изготавливать и сами крепления в виде заклёпок с антикоррозионным покрытием. Сплав легко обрабатывается резанием.
Свойства материала Д16
Д16 - это термоупрочняемый деформируемый сплав алюминия, который имеет химический состав по ГОСТ 4784-97
Благодаря низкой тепло и электропроводности этот материал хорошо проявляет себя при температуре свыше 120 °C и до 250 °C, однако не допускается его использовать даже кратковременно при температуре выше 500 °C. Он не склонен к образованию трещин, но при повышении температуры выше 80 °C склонен к образованию межкристаллитной коррозии, что накладывает определённые ограничения на его применение. Однако искусственное состаривание позволяет избежать образования коррозии, с одновременным уменьшением прочности и пластичности.
Д16Т обладает высокой твёрдостью и прочностью, но уступает по этим параметрам заготовкам из сплава В95Т1 в особо твёрдом состоянии после искусственного старения и закалки. Но при повышении температуры выше 120 °C Д16Т проявляет лучшие механические свойства и не имеет себе равных в пределах до 250 °С. Кроме того следует отметить, что В95 склонен к коррозии под напряжением, так что не всегда удаётся использовать весь потенциал этого материала до конца.
Большинство дюралей имеет склонность к коррозии больше чем другие сплавы алюминия. По этой причине изделия из дюралей плакируют 2-4% слоем технического алюминия, либо покрывают лаком. Однако учитывая иногда высокие температурные режимы работы деталей из дюралей, в большинстве случаев предпочтительнее плакировка и анодирование, что и сказывается на выборе листовой продукции, выпускаемой под плакировкой. Кроме того, Д16Т плохо поддаётся сварке и может свариваться только точечной сваркой, поэтому в большинстве случаев закрепляется с помощью заклёпок и других разъёмных и неразъёмных соединений.
Форма выпуска.
Как уже было сказано ранее, Д16 в чистом виде, хотя применяется, но редко. А невысокая стойкость к коррозии диктует необходимость в плакировке металлопроката. Соответственно, выпускаются полуфабрикаты из Д16 следующих видов:
- В чистом виде,
- Т - закалённые и естественно состаренные,
- Т1 - искусственно состаренное состояние.
- М - отожжённые,
- Плакированные (прим. Д15ТА)
Из Д16 производят:
- Плиты Д16Т,
- Листы Д16АТ,
- Прутки Д16Т,
- Уголки Д16,
- Листовой алюминий.
Прутки диаметром до 100 мм производятся в естественно-состаренном виде в состоянии Т иногда отожжённые - М, а листы - плакированные в состоянии М или Т, в зависимости от области применения.
Область применения.
Д16Т - это конструкционный термоупроченный и естественно состаренный сплав в заготовке, который применяется в различных областях народного хозяйства.
Его применяют и для изготовления силовых элементов конструкций в авиатехнике: деталей обшивки, каркаса, шпангоутов, нервюр, тяги управления, лонжерон.
Также из него выпускают и детали работающие при температуре в пределах 120-230 ° C — по ГОСТу.
Он применяется и в автомобильной промышленности для изготовления кузовов, труб и других достаточно прочных деталей.
Д16Т применяют для изготовления заклёпок с высокой прочностью на срез. Эти же заклёпки применяются для крепления других более мягких алюминиевых деталей, например, из магналия АМг6.
Военная приемка жжет.
Наш ответ Чемберлену.
У нас берут В95ПЧТ2, тем не менее, мы бы хотели рассказать Вам об интересной статье «СТРУКТУРНАЯ ПОВРЕЖДАЕМОСТЬ И СОПРОТИВЛЕНИЕ УСТАЛОСТИ СПЛАВА В95ПЧТ2 ПРИ РАЗНЫХ ТЕМПЕРАТУРАХ».
 В авиастроении и некоторых других отраслях промышленности нашли применение алюминиевые сплавы. Многие изделия из данного сплава в процессе эксплуатации подвергаются воздействию циклических нагрузок при разных температурах. Поэтому изучение кинетики усталостного разрушения материала с учетом накопления структурной повреждаемости, появления макротрещины и последующего ее роста по сечению детали вплоть до окончательного разрушения является актуальным и представляет, как практический, так и теоретический интерес. В работе исследовался деформированный на 1,7% в свежезакаленном состоянии и искусственно состаренный катаный алюминиевый сплав В95пчТ2. Показано, что по изменению прогиба образца в процессе циклического нагружения можно оценивать развитие повреждаемости материала на всех этапах усталости: от зарождения макротрещин до их распространения, вплоть до полного разрушения. Повышение температуры испытания алюминиевого сплава приводит к уменьшению периода до зарождения усталостных трещин, возрастанию скорости их развития и понижению циклической долговечности. Получены уравнения кривых усталости сплава для исследованных температур, позволяющие прогнозировать циклическую долговечность с коэффициентом корреляции не ниже 0,924. Ключевые слова: алюминиевый сплав, температура, упрочнение, повреждаемость, фрактография, микроструктура, циклическая долговечность, сопротивление усталости.
В авиастроении и некоторых других отраслях промышленности нашли применение алюминиевые сплавы. Многие изделия из данного сплава в процессе эксплуатации подвергаются воздействию циклических нагрузок при разных температурах. Поэтому изучение кинетики усталостного разрушения материала с учетом накопления структурной повреждаемости, появления макротрещины и последующего ее роста по сечению детали вплоть до окончательного разрушения является актуальным и представляет, как практический, так и теоретический интерес. В работе исследовался деформированный на 1,7% в свежезакаленном состоянии и искусственно состаренный катаный алюминиевый сплав В95пчТ2. Показано, что по изменению прогиба образца в процессе циклического нагружения можно оценивать развитие повреждаемости материала на всех этапах усталости: от зарождения макротрещин до их распространения, вплоть до полного разрушения. Повышение температуры испытания алюминиевого сплава приводит к уменьшению периода до зарождения усталостных трещин, возрастанию скорости их развития и понижению циклической долговечности. Получены уравнения кривых усталости сплава для исследованных температур, позволяющие прогнозировать циклическую долговечность с коэффициентом корреляции не ниже 0,924. Ключевые слова: алюминиевый сплав, температура, упрочнение, повреждаемость, фрактография, микроструктура, циклическая долговечность, сопротивление усталости.
Алюминиевый сплав В95пчТ2 нашел применение в авиастроении и некоторых других отраслях промышленности. Многие изделия из данного сплава в процессе эксплуатации подвергаются воздействию циклических нагрузок при разных температурах, результатом которых может стать усталостное разрушение, которое может привести к авариям и человеческим жертвам. Поэтому изучение кинетики усталостного разрушения материала с учетом накопления структурной повреждаемости, появления макротрещины и последующего ее роста по сечению детали вплоть до окончательного разрушения является актуальным и представляет, как практический, так и теоретический интерес. Развитие процесса усталостного разрушения металлических материалов состоит из трех этапов: зарождения, развития усталостной макротрещины и быстрого долома [7]. Их длительность и характер зависят от сформированной соответствующими режимами технологической обработки структуры материала. Ранее было показано [8], что важной интегральной характеристикой поведения металлов и сплавов в процессе циклического нагружения (в совокупности с металлографическими, фрактографическими и другими методами анализа кинетики процесса усталостного разрушения) являются кривые изменения текущего прогиба образцов. Они позволяют определить момент появления усталостной трещины и оценить скорость ее последующего развития.
Материалы и методы исследования.
В работе использовалась комплексная методика экспериментальных исследований. Она включала испытания при циклическом нагружении в условиях разных температур, изучение исходной микроструктуры и ее изменение на поверхности образцов при усталости на оптическом и электронном уровне, исследование процесса разрушения, измерение текущего прогиба образцов; фрактографический анализ изломов образцов и др. Для исследования был выбран деформированый на 1,7% в свежезакаленном состоянии и искусственно состаренный катаный алюминиевый сплав В95пчТ2: закалка с 465-475 °С (выдержка 1 ч), вода, правка (растяжение в свежезакаленном состоянии 1,7%); старение (12ОоС, 5ч, 180 °С, 6 ч). Цилиндрические стандартные образцы сплава В95пчТ2 испытывались на растяжение на машине ZD 10/90 со скоростью деформации 2∙10-3 с–1. На усталость при комнатной температуре цилиндрические образцы нагружались при частоте 50 Гц по схеме консольного кругового изгиба на машине МИП-8, переоборудованной для нагружения грузами и оснащенной фазосинхронизатором и оптическим микроскопом (х37) со стробоскопическим освещением для наблюдения за развитием процесса усталостного разрушения. Усталостные испытания при пониженных и повышенных температурах проводились в специальных криокамерах и печах сопротивления [8]. Математическое планирование экспериментов и статистический анализ их результатов проводились с рекомендациями ГОСТ 23026-78 и ГОСТ 25502-79. Построение КДУР осуществлялось по методу графического дифференцирования.
Результаты исследования и их обсуждение.
 В процессе циклического нагружения при всех амплитудах сплав В95пчТ2 раз- упрочняется. На рис. 1 приведены фотографии изменения структуры травленой поверхности образца катаного алюминиевого сплава В95пчТ2 после различного числа циклов нагружения N/Nр (σа = 248 МПа, Np = 4,27·104 циклов): а) исходное состояние; зерна вытянутые в направлении прокатки (вдоль оси образца); б) 2,4%. В некоторых зернах появляются отдельные полосы скольжения, ориентированные вдоль волокон прокатки; в) 7,4%. Появляются плотные волокнистые линии скольжения; г) 14,8%. В отдельных зернах появляются волнистые микротрещины, перпендикулярные направлению деформации зерна; д) 29,3%. По границам зерен наблюдается множество пересекающихся микротрещин; е) 51,0%. Почти во всех зернах опасного сечения образца наблюдается пересечение микротрещин, скапливающихся преимущественно по границам зерен; ж) 73,8%. Микротрещина, проходящая по телу зерен в направлении, перпендикулярном оси образца; з) 96,0%. Развитая микротрещина. Выделение частиц упрочняющей марганцовистой фазы при искусственном старении сплава, а также взаимодействие растворенных примесей с дислокациями при деформационном старении обусловливают его высокое сопротивление развитию трещин. Однако концентрация напряжений, возникающая у частиц второй фазы или по границам зерен, вызывает образование микропор, которые, в конечном итоге, сливаются в макропоры [4, 5, 7]. Усталостные микротрещины появляются в коротких полосах скольжения, ориентированных вдоль волокон прокатки. Характер усталостного разрушения материала в некоторой степени обусловливается вели- чиной э.д.у. Так, например, если в латунных и медных образцах (э.д.у. 0,007 и 0,070 Дж/ м2 соответственно) разрушение преимущественно межкристаллитное [3], то в образцах из алюминиевого сплава В95пчТ2 (э.д.у. = 0,200 Дж/м2 ) усталостная трещина распространяется по телу зерна. С увеличением циклической долговечности абсолютное значение текущего прогиба образцов при усталости уменьшается. Процесс разрушения металлических материалов под воздействием циклических нагрузок включает в себя три основные стадии: инкубационный период до появления макротрещины, ее рост и быстрый долом. Они существенным образом зависят от структуры материала, обусловленной предварительной технологической обработкой, а также условиями испытания, в данном случае – температурой [2, 3, 6]. Подобное явление наблюдалось в работе [9], где на образцах из Cu и сплавов Cu – Zn, Cu – Al и Сu – Al – Fe отмечалось, что с понижением энергии дефекта упаковки материалов сопротивление их внутризеренному разрушению при усталости повышается, а сопротивление межзеренному разрушению уменьшается. Несколько иначе ведут себя образцы из деформированного на 1,7% в свежезакаленном и состаренном состоянии алюминиевого сплава В95пчТ2. Текущий прогиб этих образцов с первых же циклов нагружения увеличивается, и только в некоторых зернах появляются редкие полосы скольжения. Затем наступает период стабилизации изменения прогиба образца, в течение которого заметно усиливается скольжение по первичным и вторичным плоскостям скольжения и образуются микротрещины.
В процессе циклического нагружения при всех амплитудах сплав В95пчТ2 раз- упрочняется. На рис. 1 приведены фотографии изменения структуры травленой поверхности образца катаного алюминиевого сплава В95пчТ2 после различного числа циклов нагружения N/Nр (σа = 248 МПа, Np = 4,27·104 циклов): а) исходное состояние; зерна вытянутые в направлении прокатки (вдоль оси образца); б) 2,4%. В некоторых зернах появляются отдельные полосы скольжения, ориентированные вдоль волокон прокатки; в) 7,4%. Появляются плотные волокнистые линии скольжения; г) 14,8%. В отдельных зернах появляются волнистые микротрещины, перпендикулярные направлению деформации зерна; д) 29,3%. По границам зерен наблюдается множество пересекающихся микротрещин; е) 51,0%. Почти во всех зернах опасного сечения образца наблюдается пересечение микротрещин, скапливающихся преимущественно по границам зерен; ж) 73,8%. Микротрещина, проходящая по телу зерен в направлении, перпендикулярном оси образца; з) 96,0%. Развитая микротрещина. Выделение частиц упрочняющей марганцовистой фазы при искусственном старении сплава, а также взаимодействие растворенных примесей с дислокациями при деформационном старении обусловливают его высокое сопротивление развитию трещин. Однако концентрация напряжений, возникающая у частиц второй фазы или по границам зерен, вызывает образование микропор, которые, в конечном итоге, сливаются в макропоры [4, 5, 7]. Усталостные микротрещины появляются в коротких полосах скольжения, ориентированных вдоль волокон прокатки. Характер усталостного разрушения материала в некоторой степени обусловливается вели- чиной э.д.у. Так, например, если в латунных и медных образцах (э.д.у. 0,007 и 0,070 Дж/ м2 соответственно) разрушение преимущественно межкристаллитное [3], то в образцах из алюминиевого сплава В95пчТ2 (э.д.у. = 0,200 Дж/м2 ) усталостная трещина распространяется по телу зерна. С увеличением циклической долговечности абсолютное значение текущего прогиба образцов при усталости уменьшается. Процесс разрушения металлических материалов под воздействием циклических нагрузок включает в себя три основные стадии: инкубационный период до появления макротрещины, ее рост и быстрый долом. Они существенным образом зависят от структуры материала, обусловленной предварительной технологической обработкой, а также условиями испытания, в данном случае – температурой [2, 3, 6]. Подобное явление наблюдалось в работе [9], где на образцах из Cu и сплавов Cu – Zn, Cu – Al и Сu – Al – Fe отмечалось, что с понижением энергии дефекта упаковки материалов сопротивление их внутризеренному разрушению при усталости повышается, а сопротивление межзеренному разрушению уменьшается. Несколько иначе ведут себя образцы из деформированного на 1,7% в свежезакаленном и состаренном состоянии алюминиевого сплава В95пчТ2. Текущий прогиб этих образцов с первых же циклов нагружения увеличивается, и только в некоторых зернах появляются редкие полосы скольжения. Затем наступает период стабилизации изменения прогиба образца, в течение которого заметно усиливается скольжение по первичным и вторичным плоскостям скольжения и образуются микротрещины.
При этом следы скольжения имеют волнистый характер, что свойственно металлам с высокой энергией дефекта упаковки, как следствие поперечного скольжения [7]. Появлению на поверхности образца макротрещины длиной ~1,0 мм соответствует момент более заметного возрастания прогиба образца, который достигает значительной величины при отношении l тр /d » 0,15. Установлено, что период до зарождения усталостной трещины у алюминиевого сплава при σa = 200 МПа Nз.тр. составляет 2. 105 циклов, а скорость роста трещины 0,106 мкм/ цикл. И затем, когда оставшееся «живое» сечение образца становится сопоставимым с внешней приложенной нагрузкой, происходит катастрофическое разрушение. Такое поведение алюминиевого сплава В95пчТ2 можно объяснить [10] выделением частиц упрочняющей фазы (дисперсионное твердение) в процессе искусственного старения у сплава В95пчТ2, препятствующих движению дислокаций в материале, а также деформационным старением – взаимодействием (блокированием) растворенных примесей с дислокациями (атмосферы Коттрела) и с растянутыми дислокациями (атмосферы Сузуки) – в процессе циклического и предварительного статического нагружения, что приводит к более позднему зарождению усталостных трещин и более медленному их распространению и, в конечном счете, способствует увеличению сопротивления материалов усталостному разрушению [7].
При этом усталостная трещина в образцах из алюминиевого сплава В95пчТ2 с высокой э.д.у. (0,2 Дж/м2 ) проходит по телу зерна. Подобные результаты были получены ранее Мак Эвели и Бекофеном на образцах из Сu и сплавов Си-Zn, Cu-Al, где также показано уменьшение сопротивления межзеренному и повышение сопротивления внутризеренному разрушению с понижением величины э.д.у. исследованных материалов. КДУР алюминиевого сплава В95пчТ2, деформированного (1,7%) в свежезакаленном состоянии и состаренного располагается значительно ниже, чем, например, для отожженной Ml, у которой э.д.у. = 0,07 Дж/м2 [4, 7]. На рис. 3 приведены кривые усталости алюминиевого сплава В95пчТ2 для температур эксплуатации от 0,23 до 0,46 Тпл, К (–60, 20, 160 и 280 о С).
Установлено, что увеличение температуры испытания от 0,23 до 0,46 Тпл, К (правка 1,7 % в свежезакаленном состоянии и последующее двухступенчатое старение) приводит к некоторому повышению долговечности при высоких напряжениях (например, с 5,52⋅103 до 7,45⋅103 циклов при σа = 400 МПа). Дальнейшее повышение температуры нагружения до 0,46 Тпл, К обусловливает снижение долговечности, которая при σа = 400 МПа составляет лишь 4,28·103 циклов. При низких же амплитудах напряжения (N>105 циклов) долговечность сплава В95пчТ2 монотонно снижается с увеличением температуры испытания от 0,23 до 0,46 Тпл, К. При этом наклон кривых усталости с ростом температуры испытания становится круче, что указывает на зависимость эффекта температуры на долговечность от уровня напряжения. Изломыобразцовиз сплава В95пчТ2 при температуре –60 °С содержат гладкие сколы и единичные очаги зарождения трещин, а при 280°С имеют грубый рельеф зоны распространения трещины и долома. При повышении температуры испытания до 0,46 Тпл, К активизируются релаксационные процессы, главным образом вакансионные, приводящие к быстрому разупрочнению материала образцов. В изломах четко выраженных следов продвижения трещины, очагов ее зарождения и зон долома не наблюдается. В области температур 0,23-0,46 К долговечность образцов при σа = 314-335 МПа почти одинакова. Характер излома изменяется от хрупкого долома при 0,23 Тпл, К (–60 о С) с ровным гладким сколом, единичными очагами зарождения трещин и мелкими сколами в зоне роста усталостной трещины до вязкого с грубым рельефом распространения трещин и долома при 0,46 Тпл, К. При амплитуде 210 МПа долговечность образцов монотонно снижается с повышением температуры, а структура их изломов становится более вязкой по сравнению с высокими амплитудами. При этом рельефные следы многочисленных трещин чередуются с площадками хрупкого скола и наличием ямок. В многофазных поликристаллических материалах концентрация напряжений, возникающая у частиц вторичной фазы или по границам зерен, вызывает образование микропор, которые, в конечном счете, объединяются в макропоры. Под действием циклических нагрузок процесс порообразования активизируется за счет генерации деформационных вакансий и является контролирующим усталостное разрушение до тех пор, пока не интенсифицируется поперечное скольжение дислокаций. При этом при всем разнообразии структуры поверхности изломов образцов в результате анализа оказывается, что величина зоны усталостного разрушения увеличивается с ростом циклической долговечности. Снижение циклической долговечности с повышением температуры испытания алюминиевого сплава В95пчТ2, особенно при низких амплитудах приложенного напряжения, приводит к увеличению скорости роста усталостной трещины и уменьшению периода до ее появления. Так, при увеличении температуры испытания Тпл, К с 0,314 до 0,46, К долговечность этого сплава снижается в ~ 2,0 раза (с 6,32·104 до 3,15·104 циклов) при σа = 248 МПа. Этому соответствует уменьшение в 2,09 раза (с 4,8·104 до 2,3·104 циклов) числа циклов до зарождения усталостной макротрещины и возрастание скорости ее последующего роста с 2,85⋅10-1 до 4,74⋅10-1мкм/цикл. При меньшем напряжении (σа = 248 МПа) циклическая долговечность этого алюминиевого сплава снижается уже в 2,57 раза (с 2,45⋅105 до 9,55⋅104 циклов), Nз.тр. в 2.76 раза (с 2,0⋅105 циклов до 7,25⋅104 циклов), а скорость роста усталостной трещины возрастает с 1,06⋅10-1 до 2,0⋅10-1 мкм/цикл. Ухудшение сопротивления усталости сплава с ростом температуры испытания может быть связано [4] с повышением пластической деформации и изменения характера ее протекания при низкотемпературном деформировании, в связи с деформированием субструктуры при высоких температурах, а также с ускорением окислительных процессов на поверхности опасного сечения образца и в вершине развивающейся трещины [2].
Выводы:
 1. Процесс разрушения алюминиевого сплава В95ПЧТ2 (деформация 1,7 % в свежезакаленном состоянии, двухступенчатое старение) под воздействием циклических нагрузок включает в себя три основные стадии: инкубационный период накопления повреждений до появления макротрещины, ее рост и быстрый окончательный долом. Они существенным образом зависят от структуры материала, обусловленной предварительной технологической обработкой, а также температурой испытания.
1. Процесс разрушения алюминиевого сплава В95ПЧТ2 (деформация 1,7 % в свежезакаленном состоянии, двухступенчатое старение) под воздействием циклических нагрузок включает в себя три основные стадии: инкубационный период накопления повреждений до появления макротрещины, ее рост и быстрый окончательный долом. Они существенным образом зависят от структуры материала, обусловленной предварительной технологической обработкой, а также температурой испытания.
2. По изменению прогиба образца в процессе циклического нагружения можно оценивать развитие повреждаемости материала на всех этапах усталости: от зарождения макротрещин до их распространения, вплоть до полного разрушения. Это позволяет произвести выбор оптимальных режимов технологической обработки с целью повышения эксплуатационной долговечности металлоизделий.
3. Установлено, что повышение температуры испытания алюминиевого сплава приводит к уменьшению периода до зарождения усталостных трещин, возрастанию скорости их развития и понижению циклической долговечности.
4. Получены уравнения кривых усталости сплава для исследованных температур, позволяющие прогнозировать циклическую долговечность с коэффициентом корреляции не ниже 0,924.


